

Насадка из карбида вольфрама
Низкие цены Китай производитель купить пользовательские твердосплавные сопла, быстрая доставка. Твердосплавные сопла для SMT, пескоструйные сопла, сопла из карбида бора, сопла для 3D принтеров.
- Информация
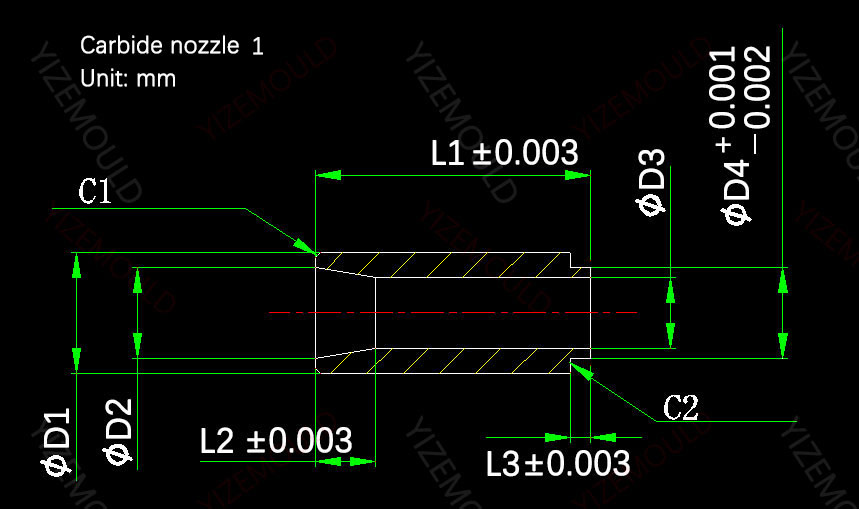
Первое тематическое исследование сопла из карбида вольфрама
- При изготовлении небольших твердосплавных насадок используется пуансонная шлифовальная машина и станок для внутреннего шлифования. В отличие от этого, процесс изготовления крупных твердосплавных насадок включает в себя как внутреннее, так и внешнее шлифование.
Контроль толерантности:
- Обработка концентричности сопла из карбида вольфрама позволяет достичь допуска ±0,001 мм
- Вертикальная параллельность может достигать ±0,002 мм
- Зеркальная полировка может достигать RA0,01
- Минимальная обработка отверстий может достигать 0,06 мм при толщине 0,6 мм.
Наш завод занимается: твердосплавные детали, детали пресс-форм, медицинские пресс-формы для литья под давлением, прецизионные пресс-формы для литья под давлением, литье тефлона PFA, фитинги для труб PFA. e-mail: [email protected],whatsapp:+8613302615729.
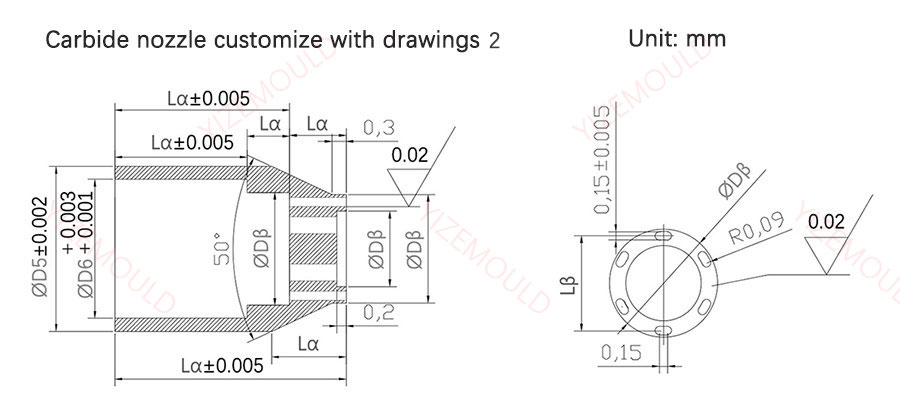
Второе исследование по созданию сопла из карбида вольфрама
Насадка из карбида вольфрама изготавливается с использованием технологий ЧПУ, WEDM, EDM, внутреннего и внешнего шлифования, а также шлифовки твердосплавных поверхностей. Для обеспечения общего качества и работоспособности изделия важно решить следующие вопросы:
- Контролировать расположение D5 на внешней части вольфрамового компонента на соответствие проектным характеристикам.
- Обеспечьте допуск на концентричность внутреннего отверстия из карбида вольфрама для места D6, чтобы обеспечить надлежащий поток жидкости.
- Достижение зеркальной чистоты с допуском Ra0,02 для небольшого овального отверстия в головке сопла может оказаться непростой задачей.
- Отдел контроля качества отвечает за контроль качества каждой детали из карбида вольфрама, обеспечивая соответствие каждого изделия требуемым техническим условиям.
Кроме того, на изделие необходимо нанести чернение или покрытие, что требует тщательной проработки в процессе изготовления. Во избежание отклонений необходимо заранее распределить допуски на обработку в соответствии с техническим заданием.
Процесс медленного проволочного шагания твердосплавных отверстий позволяет достичь допуска 0,1 мм для отверстий специальной формы и отполировать отверстие диаметром 0,1 мм с допуском Ra0,01. Чертежи изделий специально оцениваются с учетом повышенных требований, чтобы гарантировать соответствие конечного продукта требуемым характеристикам.
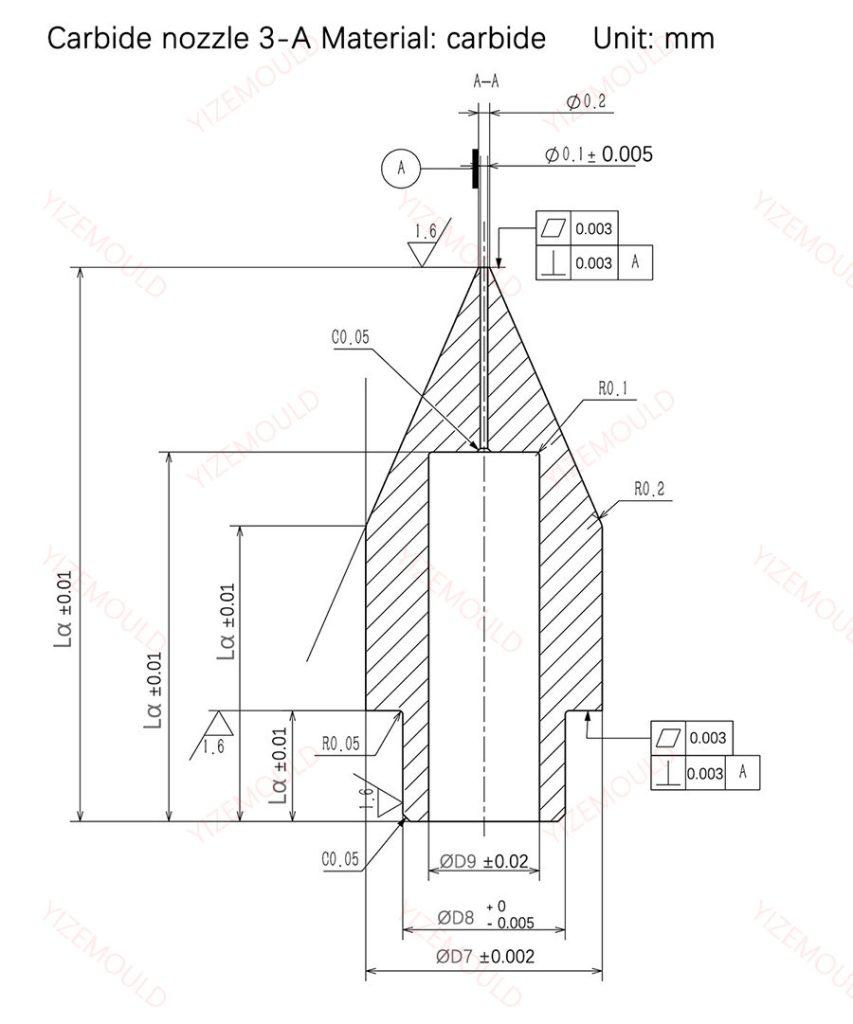
Третий пример применения насадки из карбида вольфрама
Данное изделие изготовлено с использованием комбинации процессов твердосплавного пуансоношлифовального станка, микро-ЭДС, ЭДС и WEDM. Оно состоит из двух частей - части насадки из твердосплавного материала и части из материала HSS. После обработки этих двух компонентов с помощью процесса холодной прошивки происходит ударное прижатие сопловой части из карбида вольфрама к основной части из быстрорежущей стали.
Одна из ключевых задач, стоящих перед нами:
Речь идет о достижении требуемых технических характеристик тонкого отверстия диаметром 0,1 мм на головке сопла из карбида вольфрама (деталь A). К счастью, процесс медленного хождения проволоки, используемый для обработки отверстий в твердом сплаве, позволяет получить отверстие специальной формы диаметром 0,1 мм с эффективной глубиной 0,5 мм.
Кроме того, вертикальная параллельность может достигать ±0,002 мм, что обеспечивает соответствие отверстия необходимым стандартам.
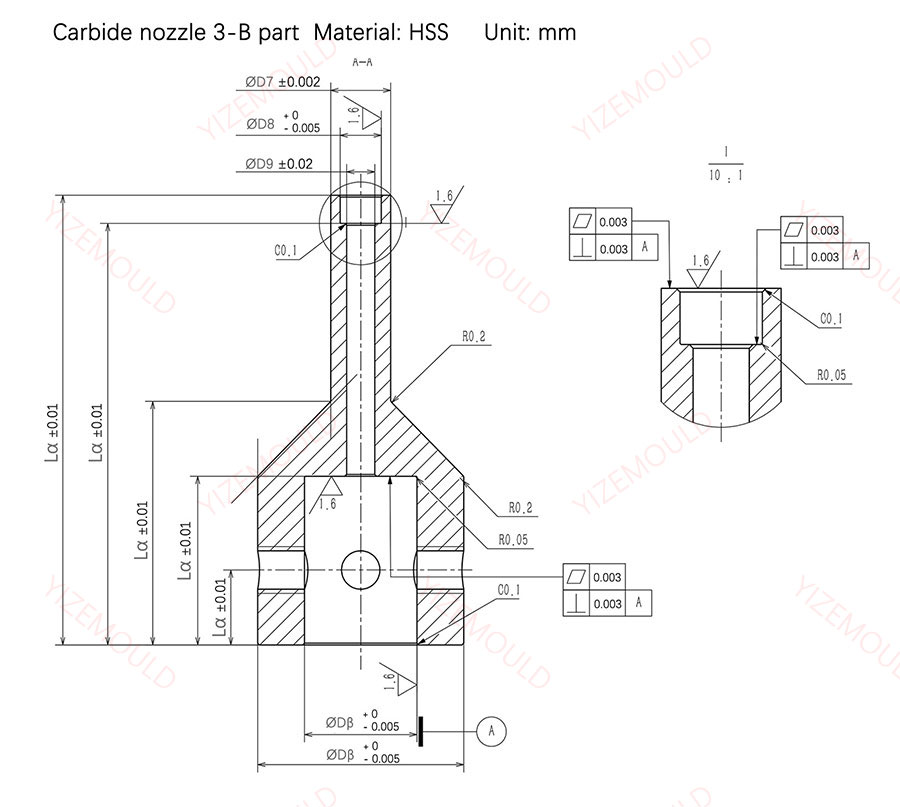
Продукт состоит из твердосплавная насадка и материал HSS для нижеуказанных деталей.
Процесс производства включает в себя изготовление пуансонов, электроэрозионную обработку, WEDM и гидравлический пресс. Для деталей B выбирается подходящий материал, чтобы избежать растрескивания в процессе холодной прошивки.
Проблема в том, что взорвалось:
- Структура изделия сложна, и необходимо соблюдать жесткие требования к допускам.
- Используются точные технологии производства, включающие множество различных процессов.
- Допуски на обработку должны быть заранее распределены, чтобы обеспечить соответствие изделия требуемым техническим характеристикам.
- Твердость материала быстрорежущей стали должна тщательно контролироваться, чтобы избежать проблем при изготовлении.
Основанная в 2007 г. в Дунгуане компания Yize Mould является профессиональным заводом по производству деталей из твердых сплавов с командой из более чем 140 опытных сотрудников, специализирующихся на производстве деталей из карбида вольфрама. Мы оснащены высокоточным оборудованием для обеспечения производственного процесса, что гарантирует соответствие нашей продукции самым высоким стандартам качества.
Мы специализируемся на изготовлении на заказ таких деталей, как твердосплавные сопла, твердосплавные пескоструйные сопла, сопла из карбида вольфрама Phaetus, твердосплавные сопла для абразивной обработки и вольфрамовые сопла для 3d-принтеров, в соответствии с чертежами и спецификациями наших клиентов. Наша опытная команда использует передовое оборудование и технологии для обеспечения точности и аккуратности каждого производимого нами изделия.
Похожие статьи: