

Ugello in carburo di tungsteno
Il produttore cinese a basso prezzo acquista ugelli in carburo personalizzati, con consegna rapida. Ugelli in carburo SMT, ugelli per sabbiatura, ugelli in carburo di boro, ugelli per stampanti 3D.
- Info
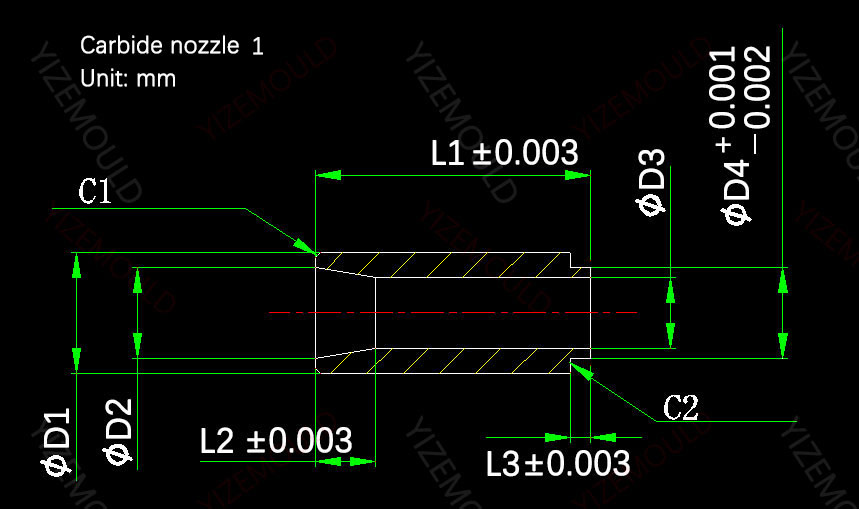
Il primo studio di caso per un ugello in carburo di tungsteno
- Il processo di produzione di piccoli ugelli in carburo di tungsteno prevede l'utilizzo di una smerigliatrice per punzoni in carburo e di una rettificatrice interna. Il processo di produzione degli ugelli in carburo di tungsteno più grandi, invece, prevede la rettifica interna ed esterna.
Controllo della tolleranza:
- La lavorazione della concentricità dell'ugello in carburo di tungsteno può raggiungere una tolleranza di ±0,001 mm.
- Il parallelismo verticale può raggiungere ±0,002 mm.
- La lucidatura a specchio può raggiungere RA0.01
- La lavorazione del foro minimo può raggiungere 0,06 mm con uno spessore di 0,6 mm.
La nostra attività in fabbrica: parti in metallo duro, parti di stampi, stampi a iniezione medicali, stampi a iniezione di precisione, stampaggio a iniezione di teflon PFA, raccordi per tubi PFA. e-mail: [email protected],whatsapp:+8613302615729.
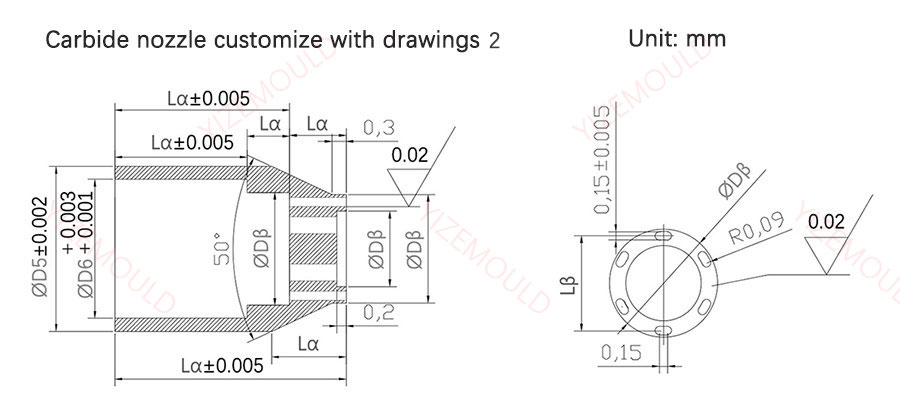
Il secondo caso di studio per l'ugello in carburo di tungsteno
L'ugello in carburo di tungsteno è prodotto con processi CNC, WEDM, EDM, rettifica interna ed esterna e smerigliatura superficiale del carburo. Per garantire la qualità complessiva e le prestazioni del prodotto, è importante affrontare i seguenti aspetti:
- Controllare la posizione D5 sulla parte esterna del componente in tungsteno per soddisfare le specifiche di progetto.
- Assicurare la tolleranza di concentricità del foro interno in carburo di tungsteno per la posizione D6 per garantire il corretto flusso del fluido.
- Ottenere una finitura a specchio con una tolleranza di Ra0,02 per il foro ovale più piccolo nella testa dell'ugello, che può essere impegnativo.
- Il reparto QC è responsabile del controllo della qualità di ogni pezzo in carburo di tungsteno, assicurando che ogni prodotto sia conforme alle specifiche richieste.
Inoltre, il prodotto deve essere annerito o rivestito, il che richiede un'attenta considerazione durante il processo di produzione. La tolleranza di lavorazione deve essere preassegnata in anticipo in base alle specifiche di progetto per evitare qualsiasi deviazione.
Il processo di lavorazione a filo lento del metallo duro può raggiungere una tolleranza di 0,1 mm per i fori di forma speciale e può lucidare un foro di 0,1 mm di diametro con una tolleranza di Ra0,01. I disegni dei prodotti vengono valutati in modo specifico per i requisiti più elevati, per garantire che il prodotto finale soddisfi le specifiche richieste.
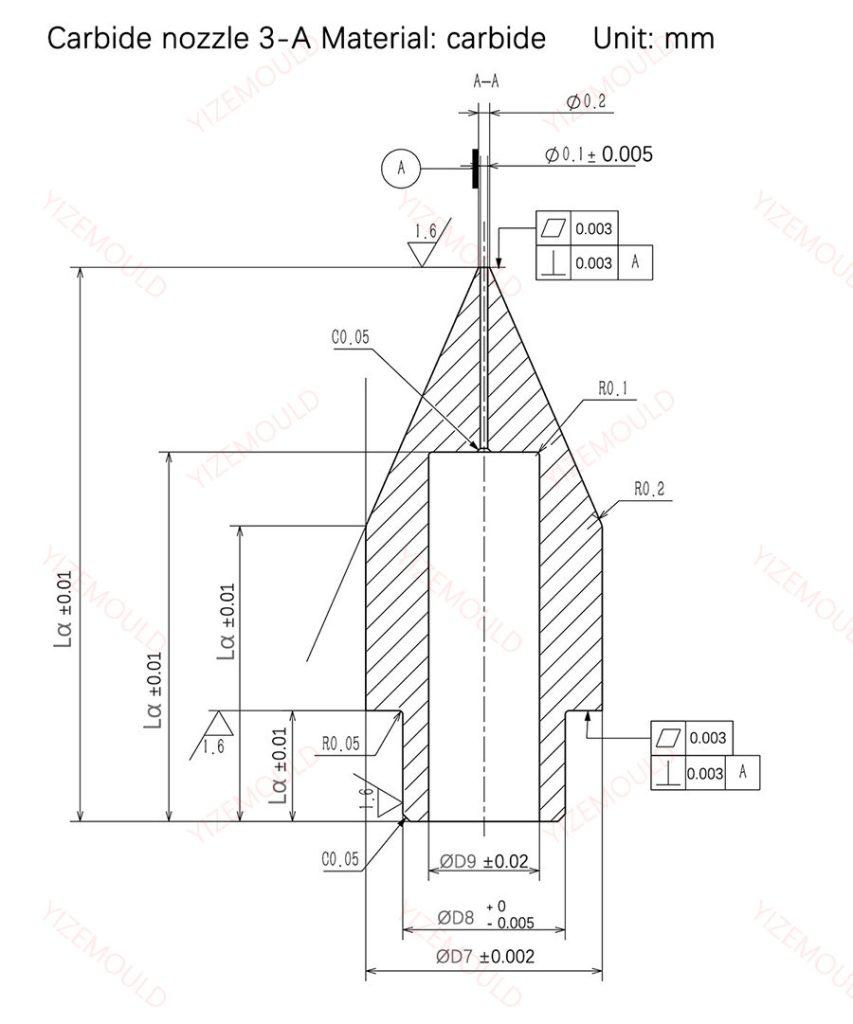
Il terzo caso di studio per l'ugello in carburo di tungsteno
Questo prodotto è realizzato con una combinazione di smerigliatrice a punzone in metallo duro, micro-erosione, elettroerosione e processi WEDM. Si compone di due parti: un ugello in materiale di carburo e una parte in materiale HSS. Una volta lavorati i due componenti, il processo di perforazione a freddo viene utilizzato per premere la parte dell'ugello in carburo di tungsteno sulla parte principale del materiale HSS con forza d'urto.
Una delle sfide principali che dobbiamo affrontare:
Si tratta di ottenere le specifiche richieste per il foro sottile da 0,1 mm sulla testa dell'ugello in carburo di tungsteno (parte A). Fortunatamente, il processo di avanzamento lento del filo utilizzato per la lavorazione dei fori in carburo può ottenere un foro di forma speciale da 0,1 mm, con una profondità effettiva di 0,5 mm.
Inoltre, il parallelismo verticale può raggiungere ±0,002 mm, garantendo che il foro soddisfi gli standard necessari.
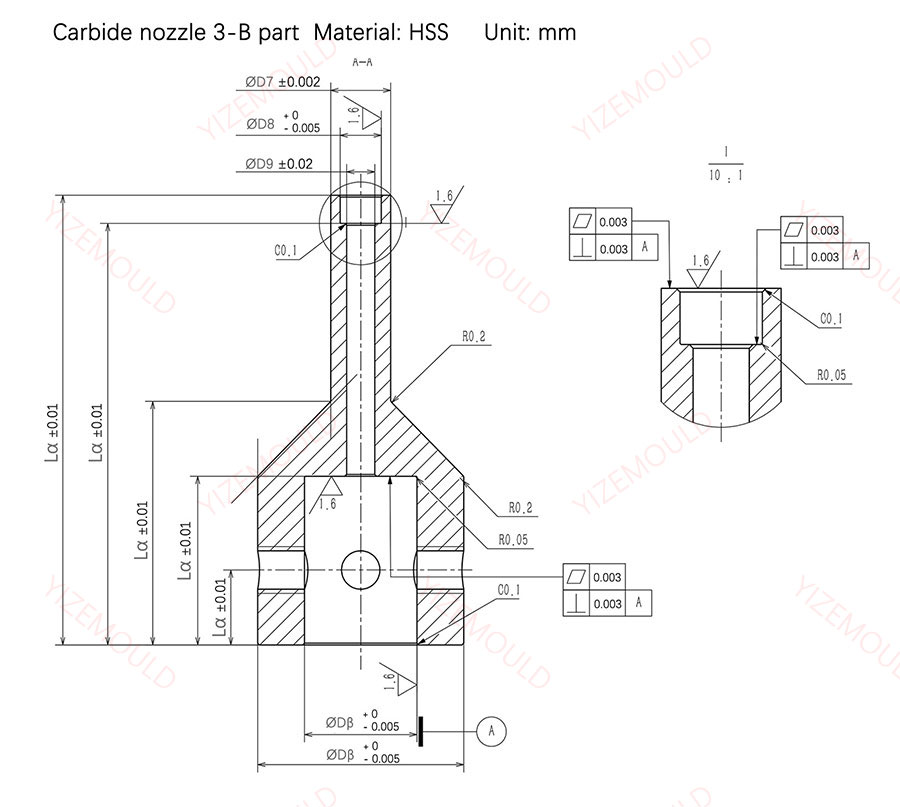
Il prodotto è costituito da un ugello in carburo e materiale HSS per i seguenti componenti.
Il processo di produzione comprende punzonatura, elettroerosione, WEDM e pressa idraulica. Per le parti B si sceglie un materiale adatto a evitare la formazione di crepe durante il processo di perforazione a freddo.
Il problema come soffio:
- La struttura del prodotto è complessa e i requisiti di tolleranza devono essere rispettati.
- Vengono utilizzate tecniche di produzione precise, che comprendono una varietà di processi diversi.
- Le tolleranze di lavorazione devono essere preassegnate per garantire che il prodotto sia conforme alle specifiche richieste.
- La durezza del materiale HSS deve essere attentamente controllata per evitare problemi durante la produzione.
Fondata nel 2007, Dongguan Yize Mould è una fabbrica professionale di parti in carburo con un team di oltre 140 lavoratori esperti specializzati in parti in carburo di tungsteno. Siamo dotati di attrezzature di alta precisione per supportare il processo di produzione, garantendo che i nostri prodotti soddisfino i più alti standard di qualità.
Siamo specializzati nella personalizzazione di parti di stampo come l'ugello in carburo, l'ugello di sabbiatura in carburo, l'ugello in carburo di tungsteno Phaetus, l'ugello di sabbiatura in carburo e l'ugello di tungsteno per stampanti 3D, in base ai disegni e alle specifiche del cliente. Il nostro team di esperti utilizza attrezzature e tecniche avanzate per garantire precisione e accuratezza in ogni prodotto che produciamo.
Articoli correlati: