
Principle of micro electric discharge machining (EDM)
Micro Electric Discharge Machining (EDM) is a process that uses precise control of small pulses of sparks between the tool electrode and the workpiece in an insulating liquid medium to […]
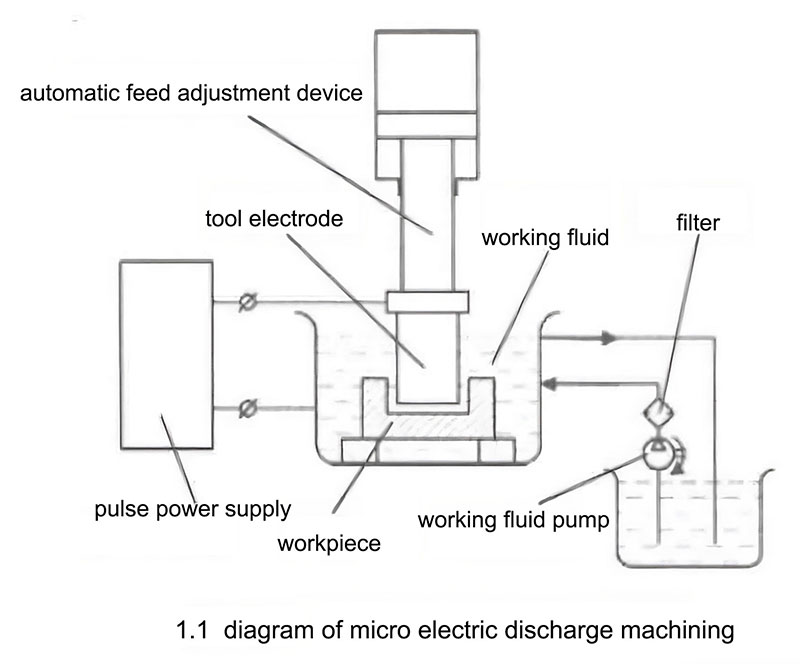
Micro Electric Discharge Machining (EDM) is a process that uses precise control of small pulses of sparks between the tool electrode and the workpiece in an insulating liquid medium to machine conductive materials, achieving the desired dimensional accuracy, shape, and surface quality of the parts. Figure 1.1 shows a schematic diagram of the basic equipment used in micro EDM. During the machining process, a pulsed power supply provides DC pulses, and an automatic feed control device maintains a small machining gap between the tool electrode and the workpiece. The metal is removed by the instantaneous high-temperature erosion caused by the pulsed sparks, resulting in discharge craters. Unlike traditional mechanical machining, which relies on mechanical energy for material removal, micro EDM relies on electrical energy. Additionally, because the tool electrode and the workpiece maintain a small gap without direct contact, there is no macroscopic cutting force, allowing for the machining of workpieces with higher hardness than the tool material.
Our factory business: carbide parts, mold parts, medical injection molds, precision injection molds, teflon PFA injection molding, PFA tube fittings. email: [email protected],whatsapp:+8613302615729.
Micro EDM is a process that involves the combined effects of electric field forces, magnetic forces, thermal forces, fluid dynamics, electrochemistry, and colloid chemistry. During the machining process, the application of pulsed voltage creates an uneven electric field between the electrodes. When the electric field intensity reaches a certain value, field emission occurs, resulting in the emission of high-speed electrons. These electrons then collide with atoms in the working fluid, generating more electrons and positive ions, significantly increasing the number of charged particles between the electrodes. This leads to ionization and breakdown phenomena in the working fluid, forming a discharge channel. Once the discharge channel is formed, positive ions move rapidly towards the negative electrode, and electrons move rapidly towards the positive electrode. The high-speed particles collide with each other, generating a large amount of heat. In this process, electrical energy is ultimately converted into thermal energy. When the particles bombard the corresponding electrode, the electrode surface experiences instantaneous high temperatures, causing the metal material to melt and vaporize, resulting in discharge craters. Due to the high pressure at the center of the discharge channel, the gas volume in the channel expands continuously, exerting pressure to expel the products out of the discharge zone. This marks the end of a single pulse discharge process. During the observation of the EDM process, numerous small bubbles and black particles can be seen being discharged from the working fluid, accompanied by a continuous and crisp cracking sound.
In the micro EDM process, spark discharges always occur at the location with the smallest gap between the tool end face and the workpiece surface because that’s where the electric field intensity is the highest, and the dielectric is first broken down, forming a discharge channel (a plasma formed by positive ions, electrons, and atoms). It is generally believed that only one discharge channel exists within a single discharge event because once a channel is formed, the gap voltage drops sharply, making it impossible to form a second channel elsewhere. It is worth noting that after the completion of a pulse discharge, there must be sufficient time for the working fluid to deionize and return to an insulating state. If the deionization process is insufficient, the next pulse discharge channel may not transfer smoothly, leading to a vicious cycle of spark discharge transforming into harmful stable arc discharge. Arc discharge can result in the inability to timely remove the erosion products, local short-circuiting and carbon accumulation in the working fluid, and damage to the electrodes and workpiece, preventing the machining process from continuing. Therefore, to ensure the normal progress of the machining process, there should generally be sufficient pulse interval time between two pulse spark discharges to allow the working fluid to fully deionize. The choice of pulse interval time depends on the time required for the medium itself to deionize and the ease of removing the erosion products from the discharge zone.




